




对于不锈钢护栏防撞护栏源厂直销产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:不锈钢护栏防撞护栏源厂直销的图文介绍
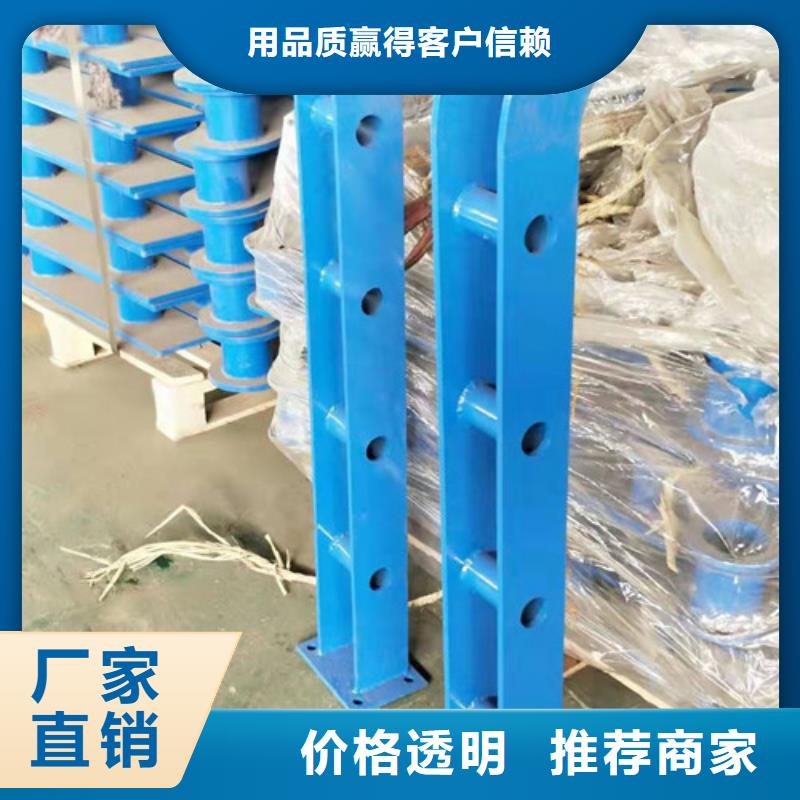
不锈钢护栏分类 不锈钢复合管:材质为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。 不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生绣,不锈钢材质又分好几种200,201,300,301,304等,市场上一般为301材质,304的效果 ,其次301。 不锈钢护栏安装步骤:1、预埋底板。安装预埋件(后加埋件)栏杆预埋件的安装只能采用后加埋件做法,其做法是采用膨胀螺栓与钢板来制作后置连接件,先在土建基层上放线,确定立柱固定点的位置,然后在地面上用冲击钻钻孔,再安装膨胀螺栓,螺栓保持足够的长度,在螺栓定位以后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述方法。2、放线。在加埋件施工的时候,可能产生误差,所以在立柱安装之前,应重新放线,以确定埋板位置与焊接立杆的准确性,如有偏差,及时修正。3、焊接立柱。安装立柱、焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。4、焊接面管,玻璃连接件。扶手与立柱在安装前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊安装,相邻扶手安装对接准确,接缝严密。相邻钢管对接好后,将接缝用不锈钢焊条进行焊接,然后镶配有机玻璃。5、抛光打磨。全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。6、安装玻璃。镶配有机玻璃,玻璃等栏板,栏杆玻璃类型、厚度应符合设计要求,并应使用厚度不小于12mm的钢化玻璃。



对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。



鑫海达不锈钢护栏厂有限公司一直坚持“科学技术是主要生产力”的指导方针,不断探寻、研究、改进生产工艺,推出更具市场竞争力的高质量 山西晋城不锈钢复合管护栏产品,满足不同客户的多样化需求。在生产过程中实现了全封闭、无粉尘的自动化控制,减少了中间污染环节,确保了 山西晋城不锈钢复合管护栏产品质量的稳定,有效地改善了环境。



继续推进农村客运站场建设。加强国边防公路、口岸公路等专项建设。构建大通道,、上海合作组织、东盟区域合作以及中俄地区合作规划等涉及的口岸公路建设。口岸公路等级和路面状况,通往 重要陆路口岸的公路基本实现高等级化。 未来高速公路建设重点——将形成上规模的高速公路系统时期,我。基本完成2004年审规划,建成比例超过90%,通车里程达到3万公里。规划中的 高速公路新增路线建设;支持纳入 区域发展规划、对加强省际、区域和城际联系具有重要意义的高速公路建设,主要通道的通行能力;继续完善疏港高速公路和大中城市绕城高速公路等建设。 在批准的规划(2013年-2030年)中提到,2030总规模约18万公里,另规划了8万公里的远期展望线。这其中全国有由7条首都放射线、11条北南纵线、18条东西横线以及部分地区环线、并行线、联络线等组成,将形成上规模的高速公路系统。 高速公路护栏用钢约300万吨因公路用钢的主体是高速公路护栏、公路桥梁、涵洞和护坡,一般路基用钢很少。而护栏是道路设施的重要组成部分,也是高速公路主要耗钢部分。故本文公路用钢量的估算主要指高速公路护栏用钢,桥梁与用钢本文不做估算。


